- Home
- Careers
- Contact
- About
-
Who we are and what we do. -
Press releases, announcements, and notable corporate information. -
We are looking for a few A people. -
We have over 40 years of innovation to create value for our customers. -
We aim to be the highest value provider of every product and service we offer. -
An easy guide to Probe fundamentals.
-
- Services
-
In additional to the analytical results we normally include an expert analysts summary.
We use our decades of experience to help you better understand your data. -
CleanAir can insures that the project goals and testing are objectives are met.
-
We can ship what you need today. It will work. You get a company of experts when you rent from CleanAir. - Thermal Performance
-
- Rental
-
Our factory reconditioning experts work to make old as good as new. -
CleanAir can provide the services required to care of your emissions measurement or power measurement instruments, no matter the age, model or manufacturer.
-
We deliver rental, emergency, or supplemental instruments and onsite services quickly, with minimal operational interruptions .
-
- Products
Featured Product

UL Listed Mobile Temporary Power
Look professional. Don't risk a OSHA fine, or worse causing your customer to get an OSHA or MSHA fine by using an unsafe mobile power distribution system. The CleanAir Temporary Power cart is UL listed! Read more... -
Reference
-
Overviews of products and services -
Learn about our companies and business -
Detailed technical information about the functioning of our products -
Guides and instructions on proper installation and service -
Guides and instructions on proper installation and service -
Drawings, configuration, materials, and limits useful for the planning and layout.
-
CleanAir's reference of video content -
Publications addressing an issue or topic
-
- Site Map
 Express
Express FTIR
FTIR Mercury
Mercury Emission Sampling Equipment
Emission Sampling Equipment Instrument Rental
Instrument RentalEPA Methods List with Links
US EPA Method 15A - Determination Of Total Reduced Sulfur Emissions From Sulfur Recovery Plants In Petroleum Refineries
NOTE: This method does not include all of the specifications (e.g., equipment and supplies) and procedures (e.g., sampling and analytical) essential to its performance. Some material is incorporated by reference from other methods in this part. Therefore, to obtain reliable results, persons using this method should have a thorough knowledge of at least the following additional test methods: Method 1, Method 6, Method 15, and Method 16A.
Content [ show/hide ].1.0 Scope and Application.
1.1 Analytes.

1.2 Applicability.
This method is applicable for the determination of emissions of reduced sulfur compounds from sulfur recovery plants where the emissions are in a reducing atmosphere, such as in Stretford units.
1.3 Data Quality Objectives.
Adherence to the requirements of this method will enhance the quality of the data obtained from air pollutant sampling methods.
2.0 Summary of Method.
2.1 An integrated gas sample is extracted from the stack, and combustion air is added to the oxygen (O2)-deficient gas at a known rate. The reduced sulfur compounds [including carbon disulfide (CS2), carbonyl sulfide (COS), and hydrogen sulfide (H2S)] are thermally oxidized to sulfur dioxide (SO2), which is then collected in hydrogen peroxide as sulfate ion and analyzed according to the Method 6 barium-thorin titration procedure.
3.0 Definitions. [Reserved]
4.0 Interferences.
4.1 Reduced sulfur compounds, other than CS2, COS, and H2S, that are present in the emissions will also be oxidized to SO>2, causing a positive bias relative to emission standards that limit only the three compounds listed above. For example, thiophene has been identified in emissions from a Stretford unit and produced a positive bias of 30 percent in the Method 15A result. However, these biases may not affect the outcome of the test at units where emissions are low relative to the standard.
4.2 Calcium and aluminum have been shown to interfere in the Method 6 titration procedure. Since these metals have been identified in particulate matter emissions from Stretford units, a Teflon filter is required to minimize this interference.
4.3 Dilution of the hydrogen peroxide (H2O2) absorbing solution can potentially reduce collection efficiency, causing a negative bias. When used to sample emissions containing 7 percent moisture or less, the midget impingers have sufficient volume to contain the condensate collected during sampling. Dilution of the H2O2 does not affect the collection of SO2. At higher moisture contents, the potassium citrate-citric acid buffer system used with Method 16A should be used to collect the condensate.
5.0 Safety.
5.1 Disclaimer.
This method may involve hazardous materials, operations, and equipment. This test method may not address all of the safety problems associated with its use. It is the responsibility of the user of this test method to establish appropriate safety and health practices and determine the applicability of regulatory limitations prior to performing this test method.
5.2 Corrosive reagents.
The following reagents are hazardous. Personal protective equipment and safe procedures are useful in preventing chemical splashes. If contact occurs, immediately flush with copious amounts of water for at least 15 minutes. Remove clothing under shower and decontaminate. Treat residual chemical burns as thermal burns.
5.2.1 Hydrogen Peroxide (H2O2). Irritating to eyes, skin, nose, and lungs.
5.2.2 Sodium Hydroxide (NaOH).
Causes severe damage to eyes and skin. Inhalation causes irritation to nose, throat, and lungs. Reacts exothermically with limited amounts of water.
5.2.3 Sulfuric Acid (H2SO4).
Rapidly destructive to body tissue. Will cause third degree burns. Eye damage may result in blindness. Inhalation may be fatal from spasm of the larynx, usually within 30 minutes. May cause lung tissue damage with edema. 3 mg/m3 will cause lung damage in uninitiated. 1 mg/m3 for 8 hours will cause lung damage or, in higher concentrations, death. Provide ventilation to limit inhalation. Reacts violently with metals and organics.
6.0 Equipment and Supplies.
6.1 Sample Collection.
The sampling train used in performing this method is shown in Figure 15A-1, and component parts are discussed below. Modifications to this sampling train are acceptable provided that the system performance check is met.
6.1.1 Probe.
6.4-mm (1/4-in.) OD Teflon tubing sequentially wrapped with heat-resistant fiber strips, a rubberized heating tape (with a plug at one end), and heat-resistant adhesive tape. A flexible thermocouple or some other suitable temperature-measuring device shall be placed between the Teflon tubing and the fiber strips so that the temperature can be monitored. The Probe should be sheathed in stainless steel to provide in-stack rigidity. A series of bored-out stainless steel fittings placed at the front of the sheath will prevent flue gas from entering between the Probe and sheath. The sampling Probe is depicted in Figure 15A-2.
6.1.2 Particulate filter.
A 50-mm Teflon filter holder and a 1- to 2-mm porosity Teflon filter (available through Savillex Corporation, 5325 Highway 101, Minnetonka, Minnesota 55345). The filter holder must be maintained in a hot box at a temperature high enough to prevent condensation.
6.1.3 Combustion Air Delivery System.
As shown in the schematic diagram in Figure 15A-3. The rate meter should be selected to measure an air flow rate of 0.5 liter/min (0.02 ft3/min).
6.1.4 Combustion Tube.
Quartz glass tubing with an expanded combustion chamber 2.54 cm (1 in.) in diameter and at least 30.5 cm (12 in.) long. The tube ends should have an outside diameter of 0.6 cm (1/4 in.) and be at least 15.3 cm (6 in.) long. This length is necessary to maintain the quartz-glass connector near ambient temperature and thereby avoid leaks. Alternatively, the outlet may be constructed with a 90 degree glass elbow and socket that would fit directly onto the inlet of the first peroxide impinger.
6.1.5 Furnace.
Of sufficient size to enclose the combustion tube. The furnace must have a temperature regulator capable of maintaining the temperature at 1100 ±
50 C (2,012 ± 90 F). The furnace operating temperature must be checked with a thermocouple to ensure accuracy. Lindberg furnaces have been found to be satisfactory.
6.1.6 Peroxide impingers, Stopcock Grease, tenperature sensor, Drying Tube, Valve, pump, and barometer.
Same as in Method 6, Sections 6.1.1.2, 6.1.1.4, 6.1.1.5, 6.1.1.6, 6.1.1.7, 6.1.1.8, and 6.1.2, respectively, except that the midget bubbler of Method 6, Section 6.1.1.2 is not required.
6.1.7 Vacuum Gauge and Rate Meter.
At least 760 mm Hg (30 in. Hg) gauge and rotameter, or equivalent, capable of measuring flow rate to ±5 percent of the selected flow rate and calibrated as in Section 10.2.
6.1.8 Volume meter.
dry gas meter capable of measuring the sample volume under the particular sampling conditions with an accuracy of 2 percent.
6.1.9 U-tube manometer.
To measure the pressure at the exit of the combustion gas dry gas meter.
6.2 Sample Recovery and Analysis.
Same as Method 6, Sections 6.2 and 6.3, except a 10-ml buret with 0.05-ml graduations is required for titrant volumes of less than 10.0 ml, and the spectrophotometer is not needed.
7.0 Reagents and Standards.
NOTE: Unless otherwise indicated, all reagents must conform to the specifications established by the Committee on Analytical Reagents of the American Chemical Society. When such specifications are not available, the best available grade shall be used.
7.1 Sample Collection.
The following reagents and standards are required for sample analysis:
7.1.1 Water.
Same as Method 6, Section 7.1.1.
7.1.2 Hydrogen Peroxide (H2O2), 3 Percent by Volume.
Same as Method 6, Section 7.1.3 (40 ml is needed per sample).
7.1.3 Recovery Check Gas.
Carbonyl sulfide in nitrogen [100 parts per million by volume (ppmv) or greater, if necessary] in an aluminum cylinder. Concentration certified by the manufacturer with an accuracy of ±2 percent or better, or verified by gas chromatography where the instrument is calibrated with a COS permeation tube.
7.1.4 Combustion Gas.
Air, contained in a gas cylinder equipped with a two-stage regulator. The gas shall contain less than 50 ppb of reduced sulfur compounds and less than 10 ppm total hydrocarbons.
7.2 Sample Recovery and Analysis.
Same as Method 6, Sections 7.2 and 7.3.
8.0 Sample Collection, Preservation, Storage, and Transport.
8.1 Preparation of Sampling train.
For the Method 6 part of the train, measure 20 ml of 3 percent H2O>2 into the first and second midget impingers. Leave the third midget impinger empty and add silica gel to the fourth impinger. Alternatively, a silica gel drying tube may be used in place of the fourth impinger. Place crushed ice and water around all impingers. Maintain the oxidation furnace at 1100 ± 50 C (2,012 ± 90 F) to ensure 100 percent oxidation of COS. Maintain the Probe and filter temperatures at a high enough level (no visible condensation) to prevent moisture condensation and monitor the temperatures with a thermocouple.
8.2 Leak-Check Procedure.
Assemble the sampling train and leak-check as described in Method 6, Section 8.2. Include the combustion air delivery system from the needle valve forward in the leak-check.
8.3 Sample Collection.
Adjust the pressure on the second stage of the regulator on the combustion air cylinder to 10 psig. Adjust the combustion air flow rate to 0.5 ± 0.05 L/min (1.1 ± 0.1 ft3/hr) before injecting combustion air into the sampling train. Then inject combustion air into the sampling train, start the sample pump>, and open the stack sample gas valve. Carry out these three operations within 15 to 30 seconds to avoid pressurizing the sampling train. Adjust the total sample flow rate to 2.0 ± 0.2 L/min (4.2 ± 0.4 ft3/hr). These flow rates produce an O2 concentration of 5.0 percent in the stack gas, which must be maintained constantly to allow oxidation of reduced sulfur compounds to SO2. Adjust these flow rates during sampling as necessary. Monitor and record the combustion air manometer reading at regular intervals during the sampling period. Sample for 1 or 3 hours. At the end of sampling, turn off the sample pump> and combustion air simultaneously (within 30 seconds of each other). All other procedures are the same as in Method 6, Section 8.3, except that the sampling train should not be purged. After collecting the sample, remove the Probe from the stack and conduct a leak-check according to the procedures outlined in Section 8.2 of Method 6 (mandatory). After each 3-hour test run (or after three 1-hour samples), conduct one system performance check (see Section 8.5). After this system performance check and before the next test run, it is recommended that the Probe be rinsed and brushed and the filter replaced.
NOTE: In Method 15, a test run is composed of 16 individual analyses (injects) performed over a period of not less than 3 hours or more than 6 hours. For Method 15A to be consistent with Method 15, the following may be used to obtain a test run: (1) collect three 60-minute samples or (2) collect one 3-hour sample. (Three test runs constitute a test.)
8.4 Sample Recovery.
Recover the hydrogen peroxide-containing impingers as detailed in Method 6, Section 8.4.
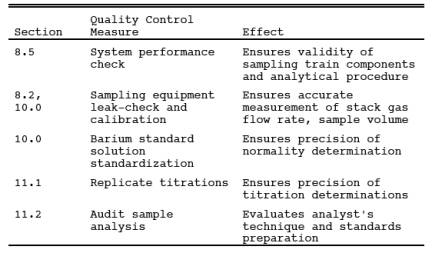
8.5 System Performance Check.
8.5.1 A system performance check is done (1) to validate the sampling train components and procedure (before testing, optional) and (2) to validate a test run (after a run, mandatory). Perform a check in the field before testing consisting of at least two samples (optional), and perform an additional check after each 3-hour run or after three 1-hour samples (mandatory).
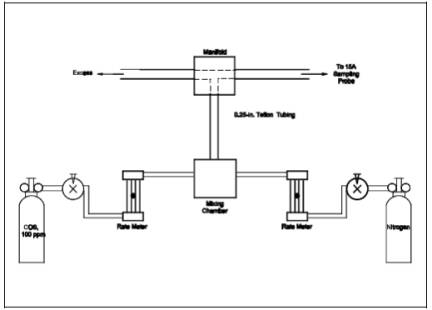
8.5.2 The checks involve sampling a known concentration of COS and comparing the analyzed concentration with the known concentration.
Mix the recovery gas with N2 as shown in Figure 15A-4 if dilution is required. Adjust the flow rates to generate a COS concentration in the range of the stack gas or within 20 percent of the applicable standard at a total flow rate of at least 2.5 L/min (5.3 ft3/hr). Use Equation 15A-4 (see Section 12.5) to calculate the concentration of recovery gas generated. Calibrate the flow rate from both sources with a soap bubble flow tube so that the diluted concentration of COS can be accurately calculated. Collect 30-minute samples, and analyze in the same manner as the emission samples. Collect the samples through the Probe of the sampling train using a manifold or some other suitable device that will ensure extraction of a representative sample.
8.5.3 The recovery check must be performed in the field before replacing the particulate filter and before cleaning the Probe. A sample recovery of 100 ± 20 percent must be obtained for the data to be valid and should be reported with the emission data, but should not be used to correct the data. However, if the performance check results do not affect the compliance or noncompliance status of the affected facility, the Administrator may decide to accept the results of the compliance test. Use Equation 15A-5 (see Section 12.6) to calculate the recovery efficiency.
9.0 Quality Control.
10.0 Calibration and Standardization.
10.1 metering System, tenperature sensors, barometer, and Barium Perchlorate Solution.
Same as Method 6, Sections 10.1, 10.2, 10.4, and 10.5, respectively.
10.2 Rate Meter.
Calibrate with a bubble flow tube.
11.0 Analytical Procedure.
11.1 Sample Loss Check and Sample Analysis.
Same as Method 6, Sections 11.1 and 11.2.
11.2 Audit Sample Analysis.
Same as Method 6, Section 11.3.
12.0 Data Analysis and Calculations.
In the calculations, retain at least one extra decimal figure beyond that of the acquired data. Round off figures after final calculations.
12.1 Nomenclature.
CCOS = Concentration of COS recovery gas, ppm.
CRG(act) = Actual concentration of recovery check gas (after dilution), ppm.
CRG(m) = Measured concentration of recovery check gas generated, ppm.
CRS = Concentration of reduced sulfur compounds as
SO2, dry basis, corrected to standard conditions, ppm.
N = Normality of barium perchlorate titrant, milliequivalents/ml.
Pbar = Barometric pressure at exit orifice of the dry gas meter, mm Hg.
Pstd = Standard absolute pressure, 760 mm Hg.
QCOS = flow rate of COS recovery gas, liters/min.
QN = flow rate of diluent N2, liters/min.
R = Recovery efficiency for the system performance check, percent.
Tm = Average dry gas meter absolute temperature,K.
Tstd = Standard absolute temperature, 293 K.
Va = Volume of sample aliquot titrated, ml.
Vms = Dry gas volume as measured by the sample train dry gas meter, liters.
Vmc = Dry gas volume as measured by the combustion air dry gas meter, liters.
Vms(std) = Dry gas volume measured by the sample train dry gas meter, corrected to standard conditions, liters.
Vmc(std) = Dry gas volume measured by the combustion air dry gas meter, corrected to standard conditions, liters.
Vsoln = Total volume of solution in which the sulfur dioxide sample is contained, 100 ml.
Vt = Volume of barium perchlorate titrant used for the sample (average of replicate titrations), ml.
Vtb = Volume of barium perchlorate titrant used for the blank, ml.
Y = calibration factor for sampling train dry gas meter.
Yc = calibration factor for combustion air dry gas meter.
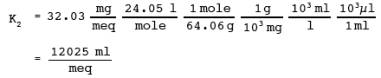
32.03 = Equivalent weight of sulfur dioxide, mg/meq.

12.2 Dry Sample Gas Volume, Corrected to Standard Conditions.
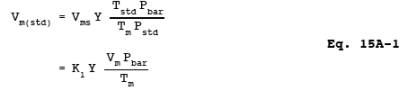
where:
K1 = 0.3855 K/mm Hg for metric units,
= 17.65 R/in. Hg for English units.
12.3 Combustion Air Gas Volume, corrected to Standard Conditions.

NOTE: Correct Pbar for the average pressure of the manometer during the sampling period.
12.4 Concentration of reduced sulfur compounds as ppm SO2.

where:
12.5 Concentration of Generated Recovery Gas.

12.6 Recovery Efficiency for the System Performance Check.

13.0 Method Performance.
13.1 Analytical Range.
The lower detectable limit is 0.1 ppmv when sampling at 2 lpm for 3 hours or 0.3 ppmv when sampling at 2 lpm for 1 hour. The upper concentration limit of the method exceeds concentrations of reduced sulfur compounds generally encountered in sulfur recovery plants.
13.2 Precision.
Relative standard deviations of 2.8 and 6.9 percent have been obtained when sampling a stream with a reduced sulfur compound concentration of 41 ppmv as SO2 for 1 and 3 hours, respectively.
13.3 Bias.
No analytical bias has been identified. However, results obtained with this method are likely to contain a positive bias relative to emission regulations due to the presence of non-regulated sulfur compounds (that are present in petroleum) in the emissions. The magnitude of this bias varies accordingly, and has not been quantified.
14.0 Pollution Prevention. [Reserved]
15.0 Waste Management. [Reserved]
16.0 References.
1. American Society for Testing and Materials Annual Book of ASTM Standards. Part 31: Water, Atmospheric Analysis. Philadelphia, Pennsylvania. 1974. pp. 40-42.
2. Blosser, R.O., H.S. Oglesby, and A.K. Jain. A Study of Alternate SO2 Scrubber Designs Used for TRS Monitoring. National Council of the Paper Industry for Air and Stream Improvement, Inc., New York, New York. Special Report 77-05. July 1977.
3. Curtis, F., and G.D. McAlister. Development and Evaluation of an Oxidation/Method 6 TRS Emission Sampling Procedure. Emission Measurement Branch, Emission Standards and Engineering Division, U.S. Environmental Protection Agency, Research Triangle Park, North Carolina. February 1980.
4. Gellman, I. A Laboratory and Field Study of Reduced Sulfur Sampling and Monitoring Systems. National Council of the Paper Industry for Air and Stream Improvement, Inc., New York, New York. Atmospheric Quality Improvement Technical Bulletin No. 81. October 1975.
5. Margeson, J.H., et al. A Manual Method for TRS Determination. Journal of Air Pollution Control Association. 35:1280-1286. December 1985.
17.0 Tables, Diagrams, flowcharts, and Validation Data.
Figure 15A-1. Method 15A Sampling train.
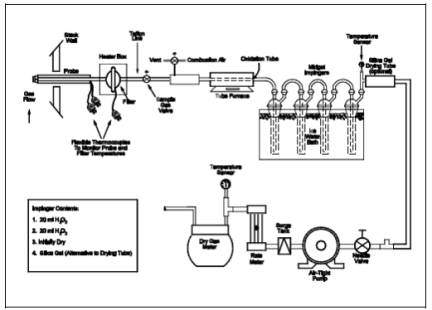
Figure 15A-2. Method 15A Sampling Probe.
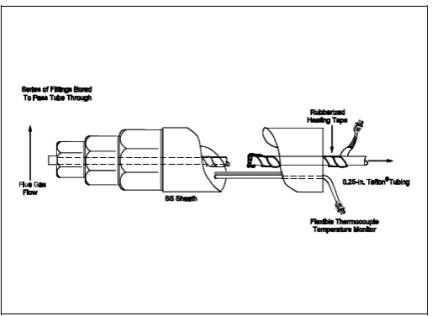
Figure 15A-3. Combustion Air Delivery System.
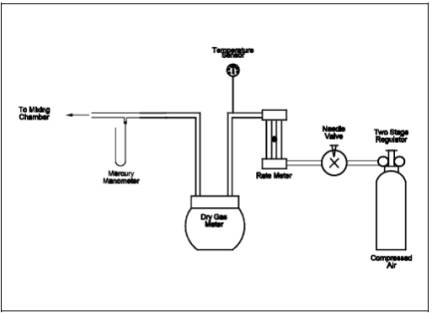
Figure 15A-4. Recovery Gas Generator System.